Zum Vergrößern klicken
Zum Vergrößern klickenDie Rutsche zwischen dem Big-Bag und dem 200-l-Trichter hat eine Zugangsluke, durch die ein Bediener den Big-Bag Stutzen an der Unterseite des Big-Bags vor dem Entleeren durch ein Iris-Ventil ziehen kann.
 Zum Vergrößern klicken
Zum Vergrößern klickenDie flexible 6 m lange Förderschnecke in einem Polyethylenrohr transportiert Penta vom Trichter zum Austragungsübergangsadapter, aus dem es im Werk von M & I in Manchester in einen 5-t-Reaktor geleitet wird.
 Zum Vergrößern klicken
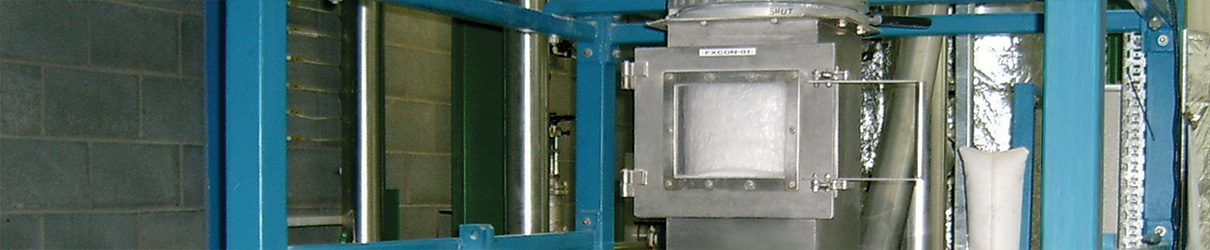
Zum Vergrößern klickenNahaufnahme des Austragungsübergangsadapters, der das Penta vom Schneckenförderer direkt in den Reaktor einspeist.